Torna Kesici Uç ISO Kodunu Öğrenin
Bu yazıda ISO Code nedir? insertler için iso code nasıl okunur? insert iso kodları nedir? torne kesici iso kodları nedir? gibi sorularınıza çözümler bulacaksınız.
1. Insert Şekli
Bir tornalama ucunun şekli ISO kodunun 1. bölümü tarafından belirlenir.

Tornalama takımınız için doğru kesici uç şeklini seçmek çok önemlidir. Kesici ucun şekli, çalışma sırasındaki titreşimi, karmaşık konturları çevirme kabiliyetini, kesici ucun gücünü ve daha büyük ve daha ağır kesimleri alma kabiliyetini etkileyebilir.
Tornalama Uçları için şekil seçeneklerini ve bunların ISO koduyla nasıl ilişkili olduğunu aşağıda görebilirsiniz.

C. Elmas 80° (Rhombic)
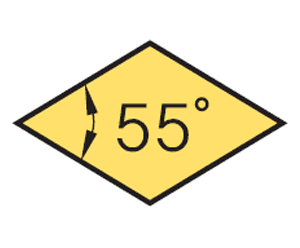
D. Elmas 55° (Rhombic)
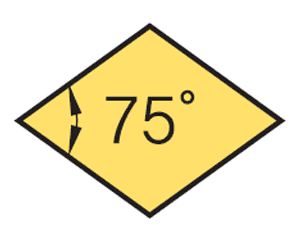
E. Elmas 75° (Rhombic)
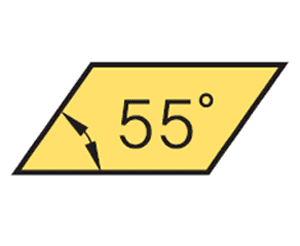
K. Parelelogram 55°

L. Dikdörtgen 90°
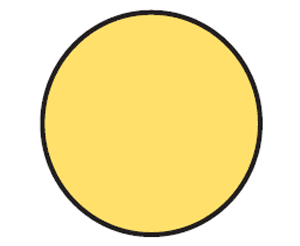
R. Yuvarlak
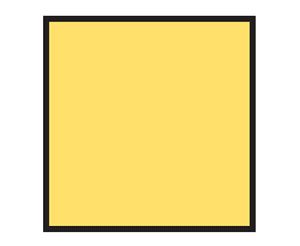
S. Kare 90°
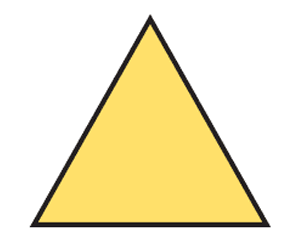
T. Üçgen 60°
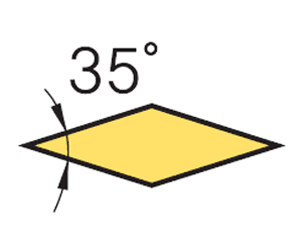
V. Elmas 35° (Rhombus)
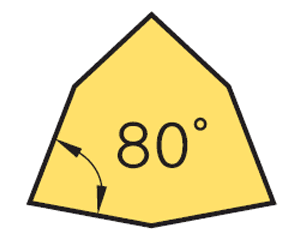
W. Trigon 80°
2. Yanaşma Açısı
Bir tornalama ucunun kabartma açısı ISO kodunun 2. kısmı tarafından belirlenir.

Rölyef açısı, kesici uç kesme kenarı ile iş parçası arasındaki boşluk açısıdır. Tornalama uçlarındaki kabartma açıları Pozitif veya Negatif olabilir. Negatif kesici uçlar her zaman 0° kabartma açısına sahip olacaktır, ancak yine de iş parçası arasında bir miktar boşluk olacaktır; bu, kesici ucun tutucusuna oturduğu açı ile ayarlanacaktır. Pozitif bir kesici uç ise yaklaşık 1-30° arasında bir kabartma açısına sahip olacaktır, bu nedenle pozitif bir kesici uç genellikle sadece 2 kesme kenarına sahipken negatif bir kesici uç 4 kesme kenarına sahiptir.
Aşağıda kabartma açıları için seçeneklere ve bunların ISO koduyla nasıl ilişkili olduğuna bakın.

B. 5°

D. 15°

F. 25°

P. 11°

C. 7°

E. 20°

N. 0°

O. Özel Tip
3. Tolerans
Bir tornalama ucunun toleransı ISO kodunun 3. bölümü tarafından belirlenir.

Tolerans boyutları A - U arasında değişen bir harfle gösterilir. A boyutu yazılı daire (IC) ile ilgilidir, B boyutu kesici uç yüksekliği ile ilgilidir (beşgen, üçgen ve trigon şekilleri için - diğer çokgenler için B boyutu köşe açısının açıortayı boyunca ölçülen mesafe ile ilgilidir) ve T boyutu kesici ucun kalınlığı ile ilgilidir.
Aşağıda tolerans seçeneklerine ve bunun ISO koduyla nasıl ilişkili olduğuna bakın




d: Daire olarak tasvir edilmiş
t: Kalınlık
m: Figürü belirtir
(mm)
C, E, H, M, O. P, R, S, T, W Ekleme Şekli Toleransı (İstisnai Durum)
D Kesici Uç Şeklinde Tolerans (İstisnai Durum)



* Boyutlar topraklanmamış kesici uca göredir
4. Kesit Tipi
Bir torna kesici ucunun kesit tipi ISO kodunun 4. bölümü tarafından belirlenir.

Kesit, kesici ucun tasarımındaki sabitleme delikleri, havşalar ve özel özellikler gibi farklılıkları vurgular. Bu, kesici ucun takım tutucuya sabitlenmesi için hangi bağlama yönteminin kullanılacağını belirler.
Aşağıda kesit tipi için seçeneklere ve bunun ISO koduyla nasıl ilişkili olduğuna bakın

5. Kesme Kenarı Uzunluğu / Çapı IC
Bir tornalama ucunun kesme kenarı uzunluğu ISO kodunun 5. bölümü tarafından belirlenir.

Genellikle genişliği veya uzunluğu gösteren 2 basamaklı bir sayıdır, ancak bu yalnızca dikdörtgen ve paralelkenar gibi IC (yazılı daire) içermeyen şekiller için geçerlidir.
Yuvarlak, kare, üçgen ve trigon gibi kesici uç şekilleri için bu, yazılı dairenin (IC) çapını gösterir.
Aşağıda Kesme Kenarı Uzunluğu / Çapı IC seçeneklerine ve bunun ISO koduyla nasıl ilişkili olduğuna bakın

6. Kalınlık
Bir tornalama ucunun kalınlığı ISO kodunun 6. bölümü tarafından belirlenir.

Bir tornalama kesici ucunun kalınlığı, kesici ucun altından kesme kenarının üstüne kadar ölçülür. Bu, kesici ucun bir T ve ardından tek basamaklı bir sayı içerdiği durumlar dışında 2 basamaklı bir sayı olarak gösterilecektir, örneğin T3. Bunun nedeni, her mm içinde birden fazla artış olmasıdır. örneğin 03 3,18 mm iken T3 en kalın 3,97 mm'dir.
Tornalama kesici uç kalınlığı seçeneklerini ve ISO koduyla nasıl ilişkili olduğunu aşağıda görebilirsiniz.

O. Özel Tip

O. Özel Tip

O. Özel Tip

O. Özel Tip

7. Köşe Açısı
Bir tornalama ucunun burun yarıçapı ISO kodunun 7. bölümü tarafından belirlenir.

Bir kesici ucun burun yarıçapı performansı etkileyebilir. Daha büyük bir burun yarıçapı, daha yüksek ilerleme hızlarının ve daha büyük kesme derinliklerinin kullanılmasına neden olabilir ve daha fazla basıncı kaldırabilir, bu da onları daha ağır metal kaldırma için çok daha iyi hale getirir. Daha küçük burun yarıçapına sahip bir torna kesici ucu ise sadece daha küçük kesme derinlikleri alabilir, ayrıca daha zayıf kesme kenarlarına sahiptir ve sadece az miktarda titreşimi kaldırabilir, ancak daha keskin oldukları ve daha az yüzey temasına sahip oldukları için finisaj için çok daha iyidirler.
Tornalama ucu Burun yarıçapı seçeneklerini ve bunun ISO koduyla nasıl ilişkili olduğunu aşağıda görebilirsiniz.

8. Çip Kırıcı Sembolü
Torna kesici ucunun Talaş Kırıcısı, ISO kodundaki 8. pozisyon tarafından belirlenir.

Talaş kırıcı, ISO kodunda 2 harf olarak temsil edilir. Talaş kırıcı kesme direncini etkiler, kesme direnci düşükse kesme kenarlarının ufalanmasını ve kırılmasını önleyebilir. Azaltılmış kesme direnci aynı zamanda takım yükünü ve oluşan ısıyı da azaltabilir. Talaş kırıcı ayrıca kesici ucun alabileceği kesme derinliğini de belirler, doğru kesme derinliğini uygulamıyorsanız talaş kırıcıyı etkinleştirmezsiniz, bu da talaşın birikmesine ve lifli hale gelmesine neden olabilir, bazı insanlar bunu kuş yuvası olarak adlandırır.
Her markanın kendi çip kırıcı sembolü bulunmaktadır.
Bu sayfa cutwel.co.uk sitesinden alınmış, Türkçe'ye çevrilmiştir. ↗️
Yazar: Tom Beaumont